光纖激光切割機(jī)切割鋼板時(shí)常見(jiàn)的問(wèn)題
日常批量切割鋼板時(shí)會(huì)出現(xiàn)持續(xù)加工一段時(shí)間后,切割加工質(zhì)量變差的情況。激光切割機(jī)參數(shù)設(shè)置調(diào)整到最.優(yōu)解決方法。

1.加工一段時(shí)間后出現(xiàn)掛渣
主要是因?yàn)槿诨慕饘俨荒芡〞车膹母羁p中排出導(dǎo)致。其可能的原因有:激光頭光路問(wèn)題、切割氣體流量變化及被加工板材溫度變化。此時(shí)可比較質(zhì)量下降部分和沒(méi)有下降部分的割縫寬度。如果割縫寬度不同,說(shuō)明是切割頭鏡片出現(xiàn)溫飄或者鏡片臟污導(dǎo)致激光實(shí)際焦點(diǎn)位置和中心度出現(xiàn)了偏移。這就需要檢查切割頭準(zhǔn)直和聚焦鏡溫度是否正常,激光頭鏡片是否有臟污,以及對(duì)中心度重新矯正。
解決方法
激光器輸出頭及切割頭內(nèi)部光學(xué)鏡片對(duì)潔凈度的要求非常高,任何細(xì)小的雜質(zhì)或者劃痕都可能引起嚴(yán)重的損傷。請(qǐng)?jiān)跓o(wú)塵環(huán)境或在空氣沉淀一晚后的早晨對(duì)鏡片進(jìn)行清潔和拆裝工作,對(duì)激光器輸出頭請(qǐng)用≥20倍顯微鏡觀察,并用無(wú)塵棉簽配合無(wú)水酒精擦拭干凈。
在沒(méi)有得到相關(guān)允許和不具備拆解條件的情況下請(qǐng)務(wù)必不要擅自拆解光學(xué)部件。

2.加工一段時(shí)間后出現(xiàn)過(guò)燒
主要原因在于板材溫度、切割氣體及激光頭等相關(guān)條件變化。對(duì)厚板進(jìn)行長(zhǎng)時(shí)間加工時(shí),由于加工速度相對(duì)較慢,板材熱量積聚導(dǎo)致材料溫度上升,進(jìn)而導(dǎo)致過(guò)燒發(fā)生;還可能是因?yàn)楣饴飞乡R片溫度上升出現(xiàn)溫飄或者鏡片臟污導(dǎo)致激光焦點(diǎn)位置飄移和照射至材料的光斑分布發(fā)生變化,引起能量過(guò)度積聚發(fā)生過(guò)燒。此時(shí)應(yīng)該檢查激光頭內(nèi)鏡片是否潔凈,鏡片溫度有無(wú)大幅變化,噴嘴中心度有無(wú)偏移,在確認(rèn)過(guò)以上方面都無(wú)法解決問(wèn)題時(shí),需要考慮激光器輸出頭是否有異常的情況(如打點(diǎn)或凝露)。
解決方法
1) 噴嘴異常或者嚴(yán)重發(fā)燙,檢查內(nèi)部鏡片。
2) 用白紙觀察紅光,遠(yuǎn)離噴嘴或傾斜一定角度,如果紅光內(nèi)有明顯陰影則內(nèi)部鏡片臟污。
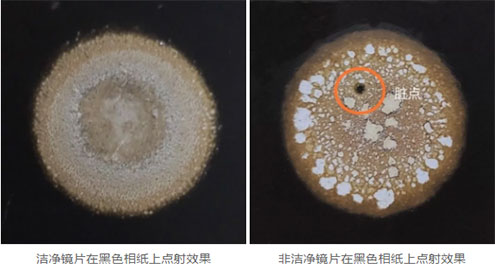
3) 采用黑色相紙點(diǎn)射,觀察相紙上呈現(xiàn)的光斑形狀有無(wú)陰影,如果有黑點(diǎn)則鏡片臟污。
4) 最直觀的判斷方法是在無(wú)塵室內(nèi)用顯微鏡觀察光纖輸出頭,從切割頭兩端觀察內(nèi)部是否有異常。
3.加工一段時(shí)間后出現(xiàn)切不透
主要原因在于激光頭光路問(wèn)題、激光器供電問(wèn)題及切割氣體流量問(wèn)題。當(dāng)激光頭鏡片出現(xiàn)焦點(diǎn)溫飄或者臟污后,會(huì)影響照射到材料表面的激光能量發(fā)生變化,進(jìn)而導(dǎo)致無(wú)法切透。同時(shí)如果激光器供電電源電壓不穩(wěn)會(huì)造成激光器出光功率不穩(wěn),也會(huì)導(dǎo)致切不透,而如果氣路方面出現(xiàn)供氣壓力不足或者噴嘴損傷導(dǎo)致出氣不足的問(wèn)題同樣會(huì)造成切不透。
解決方法
在激光生產(chǎn)加工時(shí),為了有效避免加工質(zhì)量下降問(wèn)題的發(fā)生,應(yīng)盡量做好以下幾點(diǎn):
① 根據(jù)加工板材的厚度選擇合適的激光器,切忌用激光器批量加工其極限切割能力的板材,比如某激光器極限切割厚度為25mm,那這臺(tái)激光器的批量加工厚度應(yīng)在20mm以內(nèi)。
② 針對(duì)不同厚度板材設(shè)計(jì)合適的切割圖形,原則上應(yīng)避免加工圖形尺寸小于板材厚度的0.8倍。在板材厚度相對(duì)于激光器切割能力來(lái)說(shuō)是厚板的情況下,切割尖角時(shí)可相應(yīng)改為倒圓角,或者采用脈沖形式切割,以避免燒角。
③ 合理安排切割順序,避免短時(shí)間內(nèi)在同一區(qū)域高密度切割。
④ 選擇合適的切割工藝,避免用極限切割速度批量加工板材。
⑤ 完善穿孔工藝,避免穿孔不穩(wěn)定造成切割頭鏡片臟污及噴嘴損壞。
⑥ 選擇合適的水冷機(jī),確保其流量和制冷量達(dá)到激光器的需求。
⑦ 保證切割氣體的純度及輸出氣壓的穩(wěn)定性。
本文鏈接:http://szhyjh.net/news/1144.html 轉(zhuǎn)載需授權(quán)!