
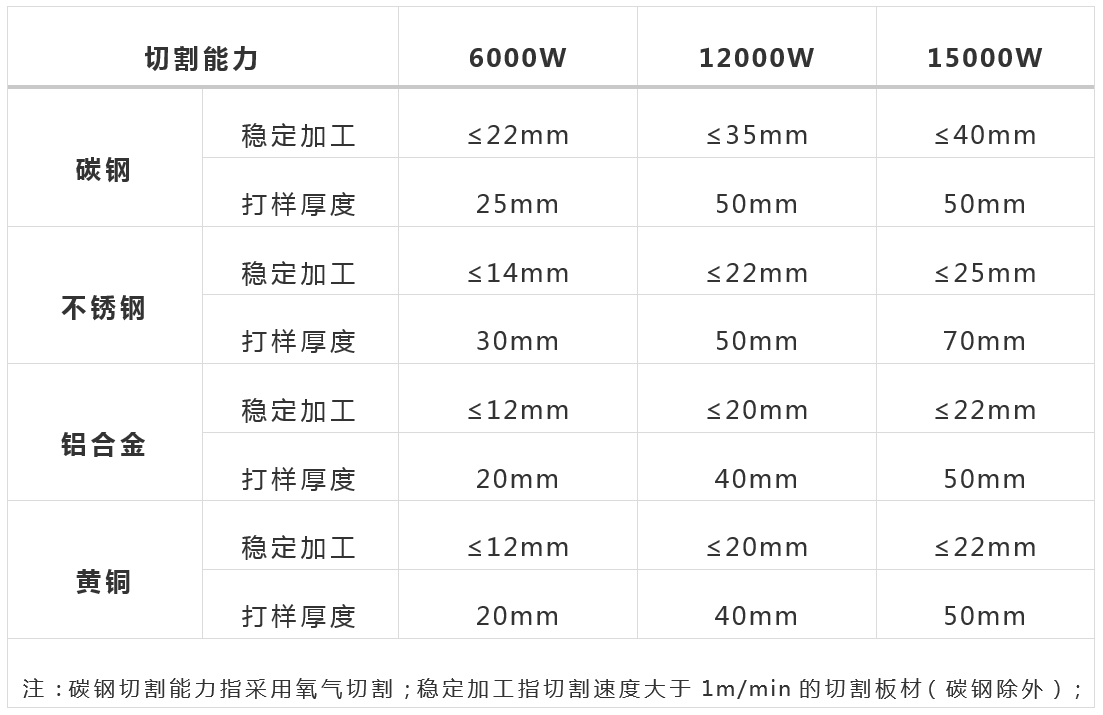
萬(wàn)瓦級(jí)激光器切割能力數(shù)據(jù)一覽表
隨著萬(wàn)瓦級(jí)激光器概念普及,國(guó)內(nèi)部分設(shè)備廠家陸續(xù)升級(jí)萬(wàn)瓦,因此市面上針對(duì)萬(wàn)瓦級(jí)光纖激光器性能及工藝等需求越來(lái)越迫切。本文基于光源廠家(創(chuàng)鑫激光)、設(shè)備廠家及終端使用廠商等多方的實(shí)際經(jīng)驗(yàn)積累,圍繞萬(wàn)瓦級(jí)激光器的切割優(yōu)勢(shì)(切割能力、切割效率、切割質(zhì)量等)及工藝特點(diǎn)進(jìn)行詳實(shí)闡述,相信將會(huì)對(duì)你大有裨益。
一、萬(wàn)瓦級(jí)激光器切割特點(diǎn)
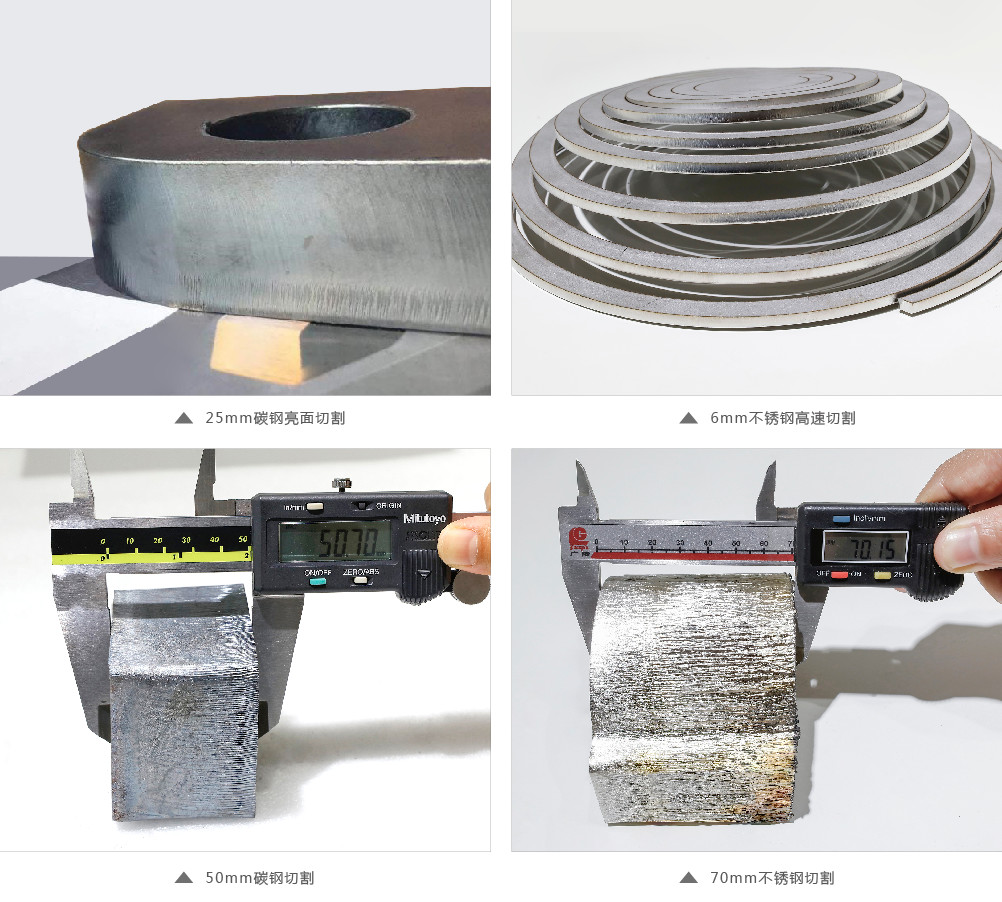
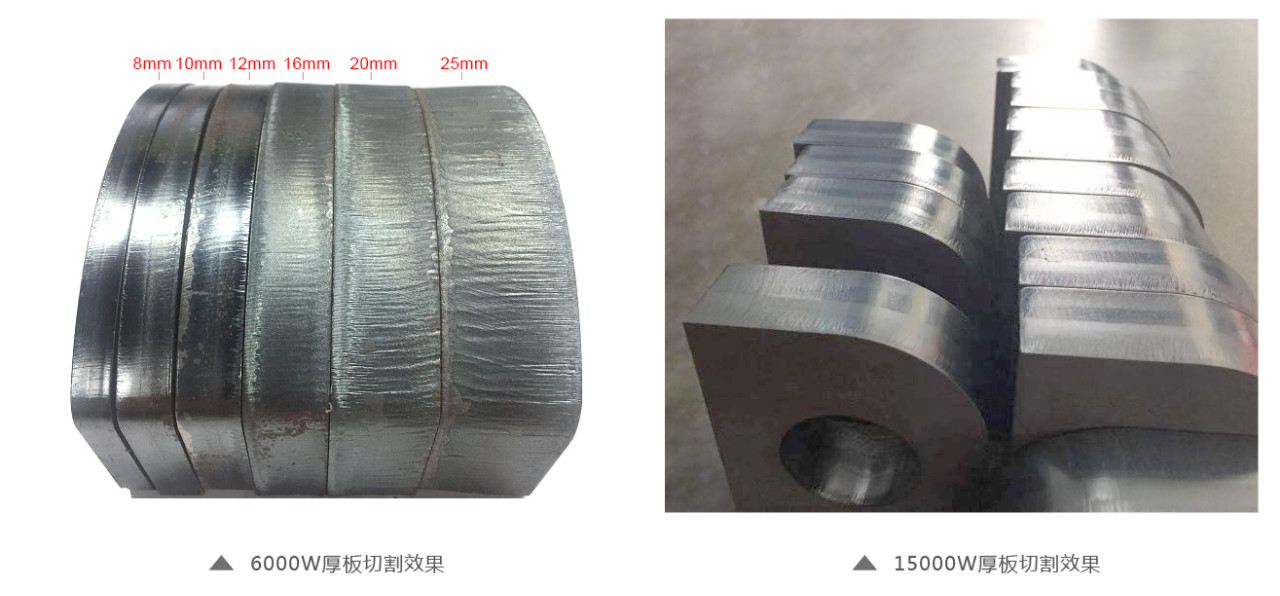
1、切割能力大幅提升
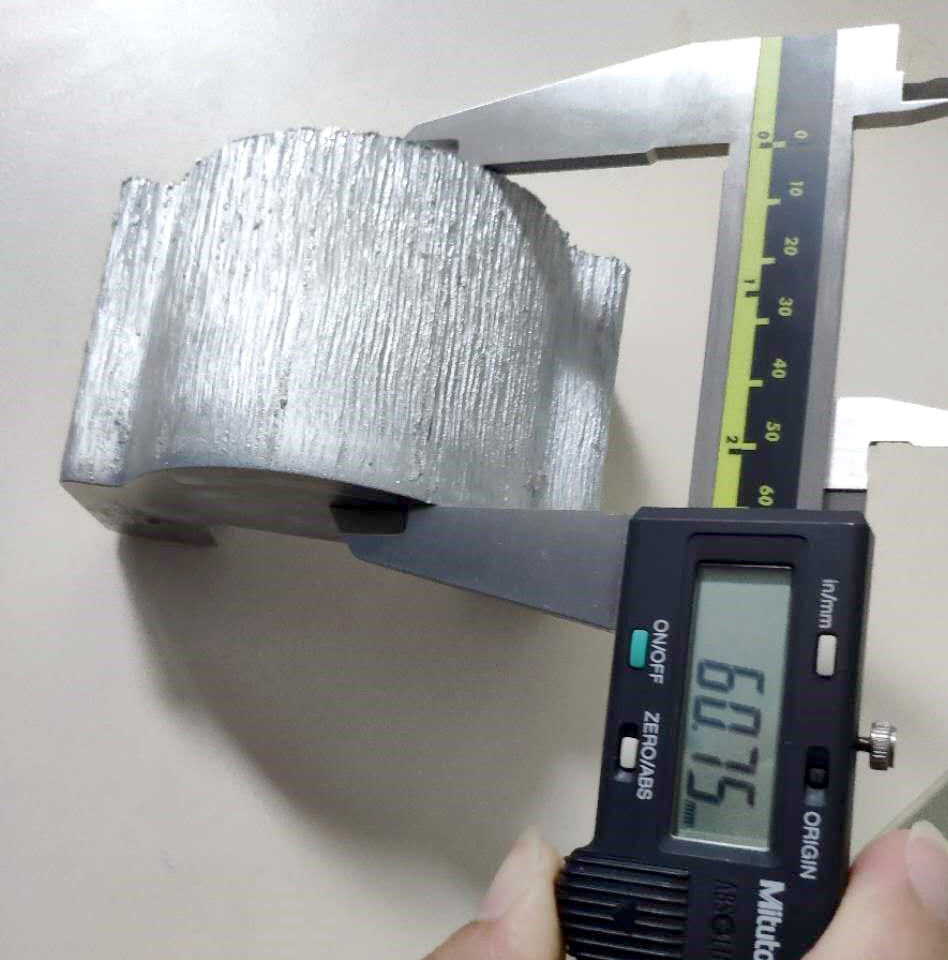
▲12000W切割60mm鋁
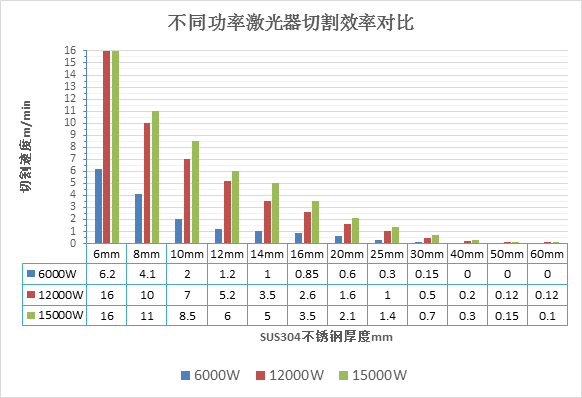
2、切割效率成倍提高
▼不銹鋼切割-效率最大提升400%
▼碳鋼切割-空氣代替氧氣高速切割中薄板
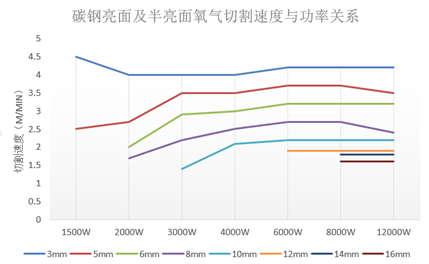
關(guān)鍵點(diǎn):碳鋼亮面切割時(shí),板材厚度確定時(shí),存在一個(gè)極限功率。
?若實(shí)際功率小于極限功率,隨著功率的增加,切割速度也會(huì)相應(yīng)的提高;
?若實(shí)際功率大于極限功率,隨著功率的增加,切割速度保持不變,不會(huì)有提高;同時(shí),切割效果也不會(huì)有變化;
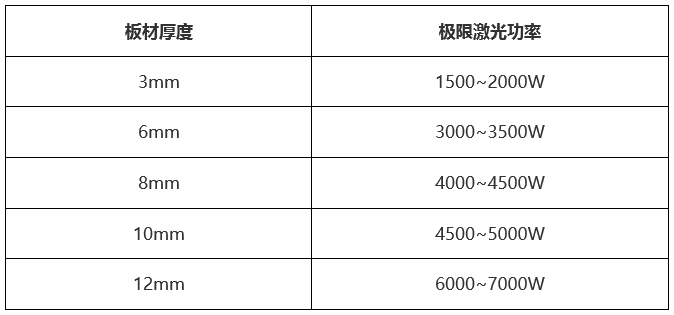
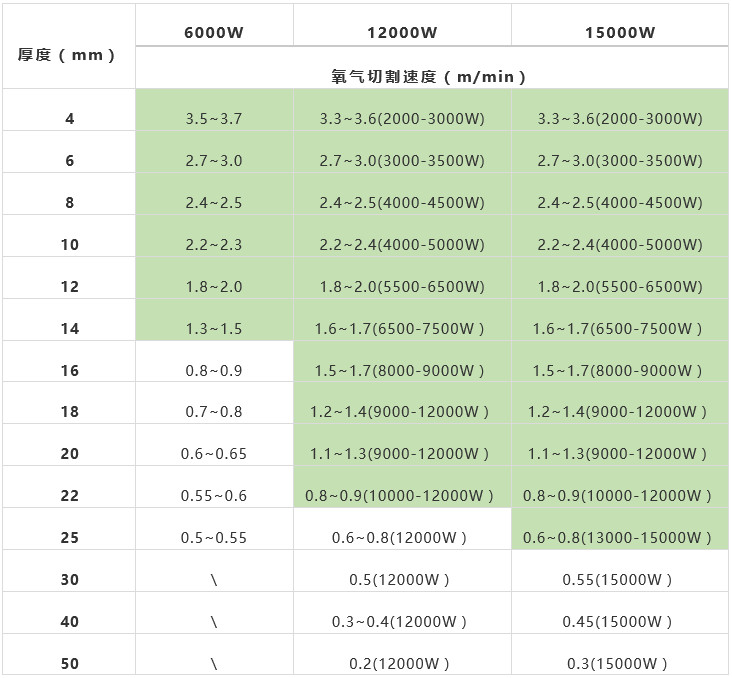
碳鋼氧氣亮面切割:板材厚度與極限功率的關(guān)系
為什么碳鋼亮面切割會(huì)有極限功率呢?
氧氣切割碳鋼亮面的過(guò)程分析
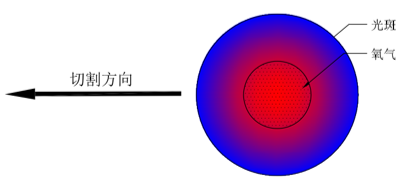
▲氧氣氣流直徑小于板材表面光斑直徑
(1)激光的三大作用
①切割開(kāi)始前的預(yù)熱作用—切割開(kāi)始前,將鋼板溫度加熱到燃點(diǎn)溫度(>1000℃)以上,使之能夠與氧氣發(fā)生高溫氧化反應(yīng);
②切割過(guò)程中的預(yù)熱作用—將切縫前部一定區(qū)域內(nèi)的鋼板加熱到燃點(diǎn)溫度以上,保證切割氣流經(jīng)過(guò)時(shí),表面能快速發(fā)生氧化反應(yīng)。
③切縫處熱量補(bǔ)償作用—在切縫處,補(bǔ)償因熱傳導(dǎo)、輻射、去渣等引起熱損失以保證切割區(qū)的溫度;
(2)氧氣的作用
切割作用—氧氣與高溫鐵發(fā)生劇烈的氧化放熱反應(yīng),融化金屬,并吹除熔渣。
亮面切割條件
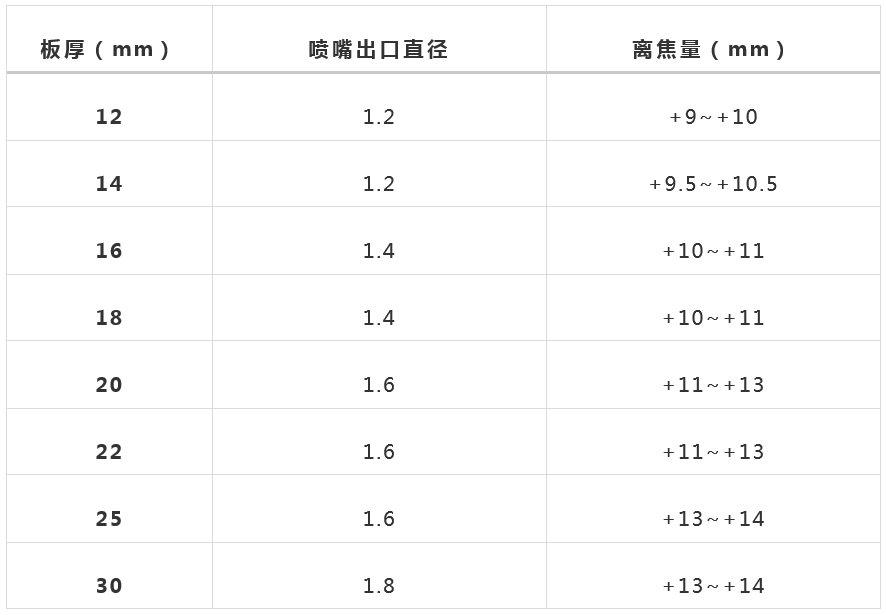
①適用于采用小噴嘴切割,氣流直徑小;
②為保證板材表面光斑直徑足夠大,故切割時(shí)需要采用大的離焦量;
③板材越厚,則光斑直徑越大,既離焦量越大;
④保證照射到板材表面的光斑,能在極段的時(shí)間內(nèi)能將鋼板溫度加熱到燃點(diǎn)溫度(>1000℃)以上即可,過(guò)高的功率,反而會(huì)增大熱輸入,造成板材過(guò)熱,對(duì)切割效果不利;
可見(jiàn)碳鋼亮面切割時(shí),對(duì)于中薄板,萬(wàn)瓦級(jí)功率,無(wú)法發(fā)揮出應(yīng)有的優(yōu)勢(shì)。解決方案就是采用空氣切割,能像切割不銹鋼一樣切割碳鋼,充分發(fā)揮萬(wàn)瓦級(jí)激光器的能量,實(shí)現(xiàn)對(duì)碳鋼的高速切割。
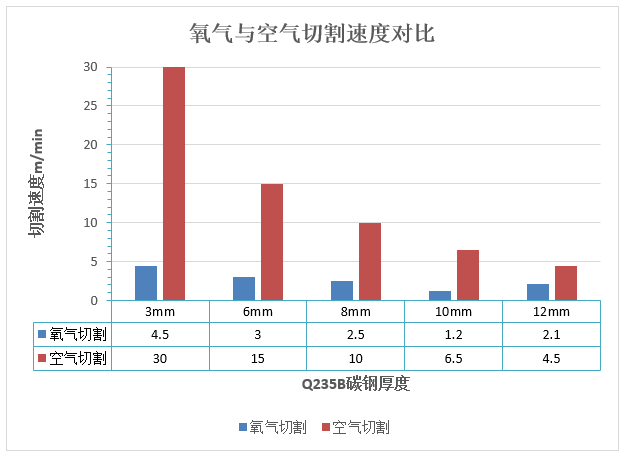
萬(wàn)瓦級(jí)激光器在采用空氣切割12mm以內(nèi)的碳鋼時(shí),可實(shí)現(xiàn)滿功率無(wú)渣切割效果,且切割效率媲美不銹鋼。
3、亮面切割能力大幅提升
碳鋼采用氧氣切割時(shí),萬(wàn)瓦級(jí)激光器可實(shí)現(xiàn)厚板的小錐度切割。綠色表示雙邊錐度<0.1mm;無(wú)色區(qū)域表示雙邊錐度在0.3~0.7mm。
▼切割板厚與噴嘴及離焦量關(guān)系示例(15000W)
二、創(chuàng)鑫萬(wàn)瓦激光器特點(diǎn)
1、整機(jī)結(jié)構(gòu)組成

▲功率≤8KW采用QBH輸出

▲功率≥10KW采用LOE輸出
2、創(chuàng)鑫萬(wàn)瓦級(jí)激光器特點(diǎn)
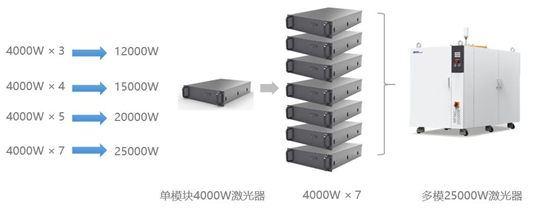
① 采用4000W單模塊進(jìn)行功率合成,模塊數(shù)量少,整機(jī)可靠性高;
② 采用光模塊與電模塊分離結(jié)構(gòu),檢修方便,維護(hù)時(shí)間短;
由于萬(wàn)瓦級(jí)激光器功率高,傳統(tǒng)的QBH輸出頭,無(wú)論是功率承載能力還是散熱性能均已經(jīng)無(wú)法滿足于萬(wàn)瓦級(jí)激光器穩(wěn)定輸出的要求,創(chuàng)鑫萬(wàn)瓦級(jí)均采用自主研發(fā)的LOE輸出頭。配合切割頭使用時(shí),切割頭光纖接口需選擇相應(yīng)的鎖頭。
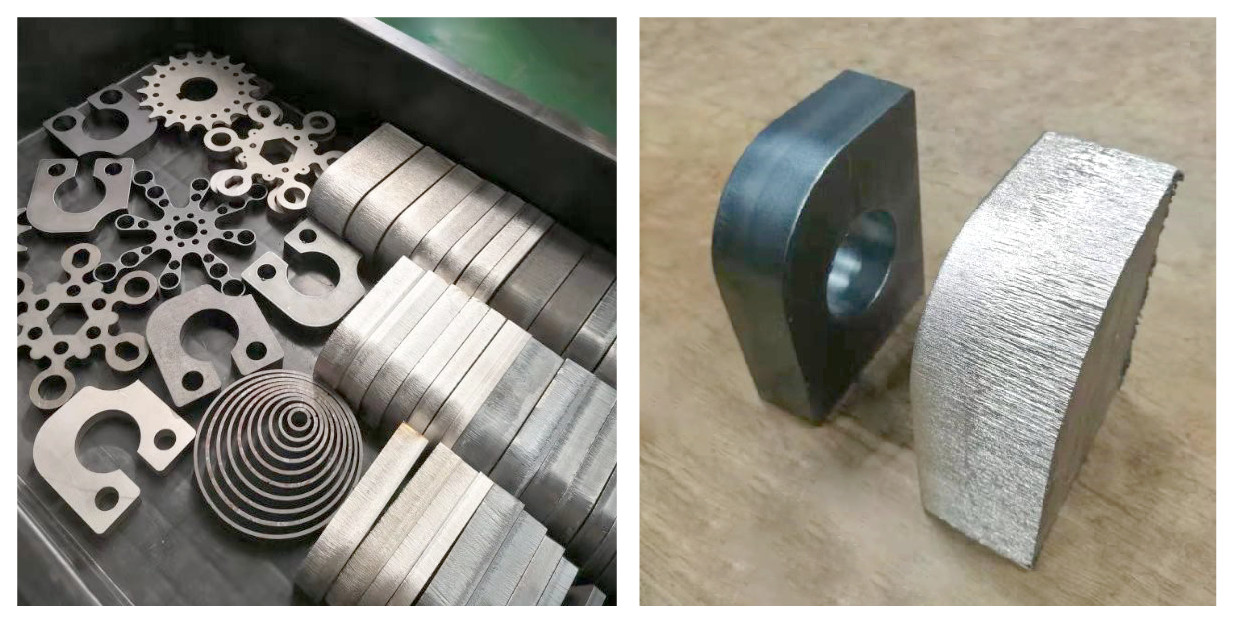
三、客戶使用情況

本文鏈接:http://szhyjh.net/Read/1036.html 轉(zhuǎn)載需授權(quán)!






